
Rotary can seaming is the final mechanical “seal event” that determines whether a filled can survives distribution, retains carbonation, and passes micro-tightness expectations. In beverage operations, seam quality is not a cosmetic variable—it is a barrier integrity requirement that depends on repeatable mechanics, consistent materials, and disciplined parameter control.
What a “Double Seam” Actually Is—and Why It Fails in Real Plants
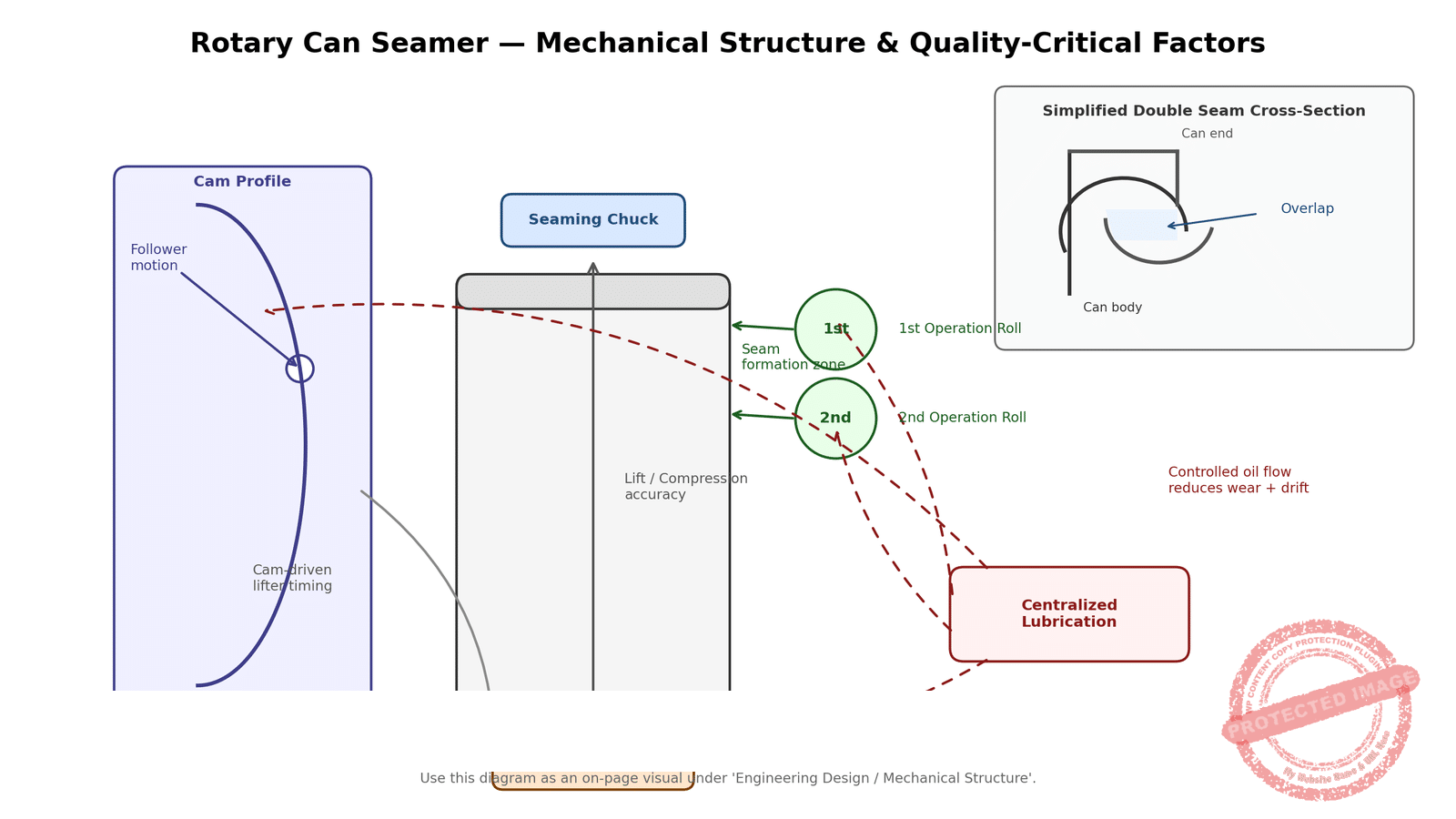
A double seam is a mechanically interlocked joint formed by folding the can end (lid) curl and the can body flange into multiple layers, then compressing those layers to achieve a stable overlap with adequate tightness. In practical terms, seam integrity depends on:
Geometry: overlap, seam thickness, countersink depth, and hook formation
Compression control: how the first and second operation rolls progressively form and iron the seam
Repeatability: whether the same geometry is produced across all heads, across time, and across speed changes
Failures typically emerge when the process tries to compensate for mechanical drift. For example, operators may “tighten” rolls to chase a seam defect caused by chuck runout, lifter inconsistency, or cam wear—temporarily masking symptoms while accelerating component wear and increasing variability.
Engineering Design Factors That Control Seam Stability
1) Chuck alignment: concentricity is not optional
The chuck supports the can end during forming and sets the mechanical reference for the seam. If chuck alignment is off—due to runout, eccentric mounting, or wear—roll engagement becomes inconsistent. At higher speeds, even small errors are amplified into:
unstable end support
uneven ironing and overlap
localized thinning and potential leak paths
Practically, chuck condition is validated by controlled inspection routines (runout checks, wear pattern analysis, and confirming that seam measurements remain stable across heads).
2) Lifter accuracy: vertical repeatability drives seam consistency
The lifter must present the can to the chuck with stable force and consistent position cycle-to-cycle. When lifter motion is unstable (bearing wear, insufficient rigidity, drift in guidance surfaces), you see:
variation in countersink depth
variation in seam thickness and tightness
increased sensitivity to speed changes and foam behavior (in beverage applications)
3) Cam profile design: timing and engagement matter as much as force
The cam profile governs how rolls engage the seam zone and how smoothly that engagement occurs. Poor cam geometry (or cam wear) can lead to:
abrupt engagement → vibration and micro-slip
inconsistent dwell time at forming pressure
head-to-head inconsistency when lubrication and follower wear diverge
In practical engineering applications, manufacturers such as Zhejiang Weichi Light Industry Machinery Co., Ltd address these factors through CNC-machined seaming cams, rigid lifter assemblies, and controlled lubrication paths, ensuring consistent seam formation at high rotational speeds.
This is the most engineer-friendly way to reference a manufacturer: map the statement to measurable mechanical choices (cam machining quality, lifter rigidity, lubrication control) rather than marketing claims.
Process Parameters That Govern Seam Integrity
A rotary seamer is a mechanical system, but seam results are still parameter-driven. The following variables interact strongly with one another:
Roll setup and profile condition
First operation roll initiates hook formation and establishes the basic interlock
Second operation roll irons and compresses the seam to final tightness
Key risk: “fixing” defects by over-tightening roll pressure often increases thinning, accelerates wear, and reduces the stability window.
Speed vs. stability window
As RPM increases, you have less time for progressive forming. This increases sensitivity to:
cam follower friction and lubrication drift
chuck runout and lifter micro-variation
roll bearing condition
In other words: high speed is achievable, but only if the mechanical baseline is stable enough that operators do not need to “chase” the seam.
Automatic lubrication: the hidden variable behind repeatability
Automatic lubrication systems are critical for maintaining stable seaming quality in high-speed operations. In modern rotary can seamers, oil distribution paths are often integrated directly into the lifter base and cam housing. In Weichi’s high-speed seamer designs, centralized lubrication channels are CNC-machined into the base plate, allowing controlled oil flow to the lifter shaft, cam follower, and seaming roll assemblies. This approach reduces manual maintenance frequency and improves long-term seam consistency during continuous production.
The point for SEO and engineers is the same: lubrication is not a housekeeping item; it is a control mechanism for friction, wear rate, and drift.
Capacity and Line Architecture: When Rotary Seamers Become Necessary
When output is low, you may have more tolerance for operator intervention and slower mechanical cycles. As capacity increases, the engineering logic changes:
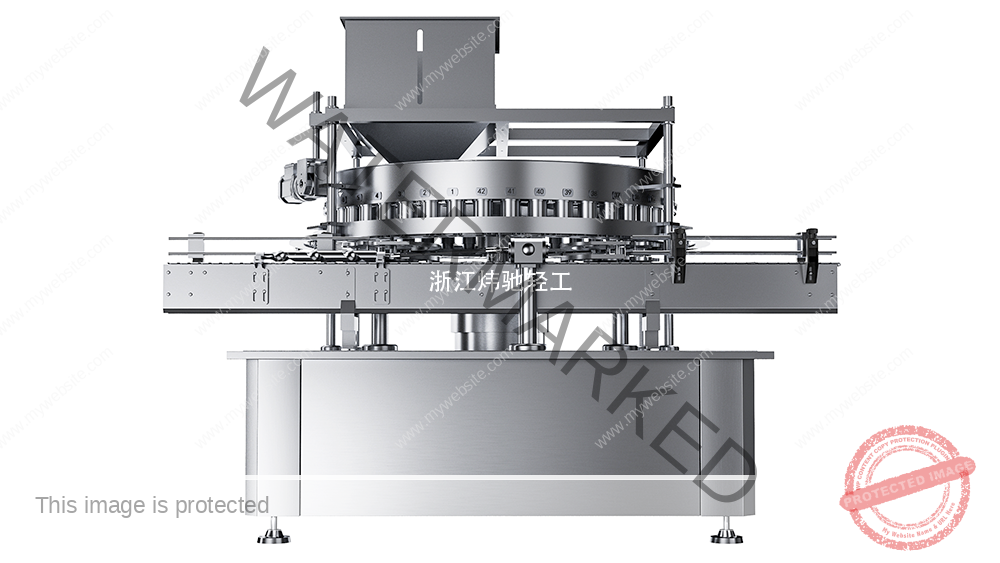
more heads operating in parallel
higher rotational speed and tighter dwell windows
stronger need for consistent lubrication and rigidity
stronger need for integrated control (especially when paired with filling)
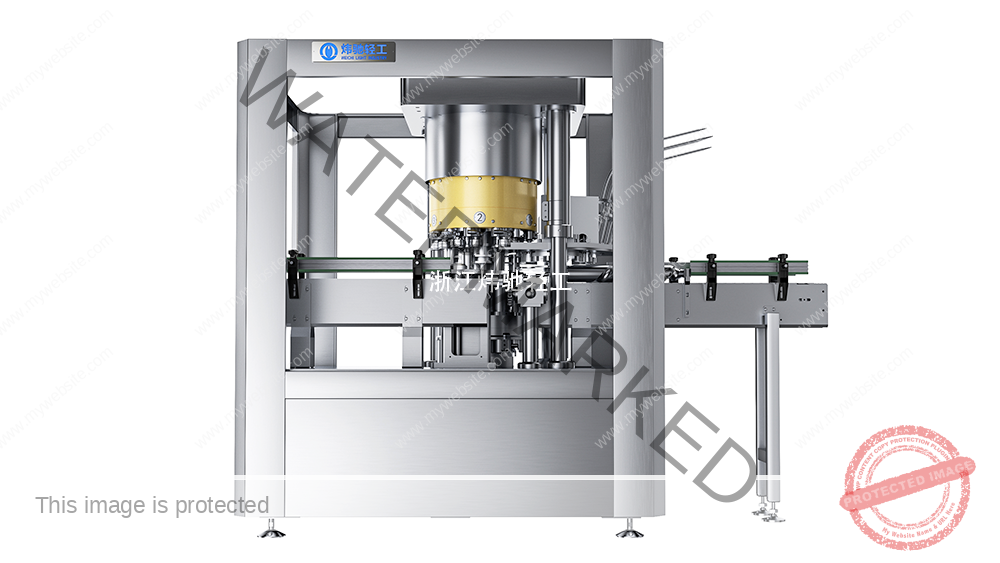
For production capacities above 200 cans per minute, rotary seamer structures become necessary.
Weichi’s rotary filler-seamer monoblock platforms are designed for this operating range, supporting multi-head seaming configurations while maintaining compact footprint requirements for craft and regional beverage plants.
Common Seam Defects and What They Usually Mean Mechanically
A useful diagnostic approach is to treat defects as “mechanical signatures” rather than isolated measurement failures.
Loose seam / insufficient tightness
Common contributors:
inadequate second operation ironing (setup issue)
wear in roll bearings or cam followers
lifter force variability (vertical repeatability problem)
Droop and cutover risk
Common contributors:
roll profile condition degradation
incorrect engagement timing due to cam wear
chasing issues by over-tightening, causing thinning
False seam / hidden leak risk
Common contributors:
contamination in the seam zone (product, debris, oil mismanagement)
unstable can presentation (lifter or infeed issues)
inconsistent end seating (chuck condition or alignment)
Head-to-head variation
Common contributors:
differential wear across stations
uneven lubrication distribution
chuck and roll replacement mismatch (tolerance stacking)
For quality teams, the goal is to establish whether the defect is:
setup-related,
wear-related, or
upstream handling-related.
That triage approach reduces the temptation to “adjust the roll harder,” which is the most common way to shorten the useful life of seaming components.
Quality Assurance: What to Measure, and How to Make Data Actionable
Seam inspection is valuable only if it feeds back into mechanical control. A practical program includes:
Routine seam teardown measurement (at a defined sampling frequency)
Trend tracking by head and by shift (to identify drift early)
Correlation checks between seam variability and maintenance events (roll changes, lubrication checks, cam replacement)
For high-speed operations, trend-based maintenance tends to outperform purely calendar-based maintenance because wear is not linear across all plants and products.
Maintenance That Actually Improves Seam Consistency
High-speed seaming stability is typically lost gradually, not suddenly. The most effective maintenance actions are those that prevent drift:
1) Treat lubrication as a controlled system
validate distribution, not just oil level
ensure pathways remain clear
verify that lubrication supports consistent follower motion under load
2) Replace wear components as matched sets where required
In multi-head systems, mixing old and new roll bearings or followers can introduce head-to-head variability even if each part is “within tolerance.”
3) Protect alignment during service
After maintenance, alignment checks (chuck positioning, runout verification, lifter guidance) often matter more than the adjustment you made.
Selection Checklist for New Canning Projects
If you are scoping a canning line or upgrading seaming capability, an engineer-focused checklist looks like this:
Target capacity (CPM) and planned growth window
Number of seaming heads required for stability at target output
Mechanical emphasis: chuck alignment approach, lifter rigidity, cam design philosophy
Lubrication architecture: centralized pathways and ease of verification
Changeover requirements: can diameter, end type, format variability
Quality program integration: ability to support stable measurement and trending
Footprint and integration: whether a filler-seamer configuration is needed for plant layout
This checklist keeps the conversation grounded in process risk and mechanical control—exactly what technical stakeholders care about.
FAQ
What is the difference between first and second operation seaming?
The first operation roll forms the hooks and interlock; the second operation roll irons and compresses the seam to final geometry and tightness.
Why does seam quality degrade after a period of stable production?
Most commonly due to drift: wear in followers/bearings, lubrication distribution changes, and gradual loss of alignment repeatability.
Can you “fix” leaks by tightening the rolls?
Sometimes you can temporarily mask symptoms, but over-tightening often increases thinning, accelerates wear, and reduces the stability window. Root-cause checks (alignment, lifter repeatability, lubrication) are usually more durable.
At what speed do rotary seamers become the default choice?
In many beverage contexts, once you move into higher continuous throughput (often cited around 200 CPM and above), rotary architectures become the practical approach for repeatability and multi-head parallelism.
Why is lubrication discussed so often in high-speed seaming?
Because lubrication influences friction, heat, wear rate, and follower motion stability—directly affecting seam repeatability over time.